Density: Crystallographically perfect graphite has a density of 2.265 g/cm3. Density can give a measure of crystal perfection and in practice, synthetic graphite rarely exhibits a density above 2.0 g/cm3 with some versions as low as 1.6 g/cm3. The density of synthetic graphite is directly related to the pore size and decreasing the particle size, or grain, reduces the relative porosity. Density can be increased during the manufacturing process by using a vibration compaction technique and impregnation with resins.
Mechanical properties: The mechanical properties are directional and vary with the grain and across the grain.
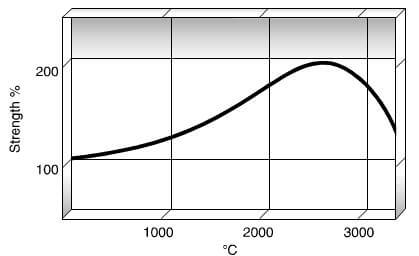
relative change in flexural strength of graphite as a function of temperature
Isostatic pressing gives the most uniform product with the highest density and improved strength, but it is an expensive route. The extruded product aligns the grain in the direction of extrusion, yielding a product with anisotropic properties, but is relatively cheap and is used for the manufacture of parts with a constant cross-section, such as electrodes. Graphite produced by compression molding has the grain perpendicular to the molded direction, having an intermediate cost and is used for making parts with complex shape such as dies or bearing. Sections can, on demand, be molded up to 1.8m diameter.
Molded graphite is glass-like in behavior and at ambient temperature, fails in a brittle manner. However, at
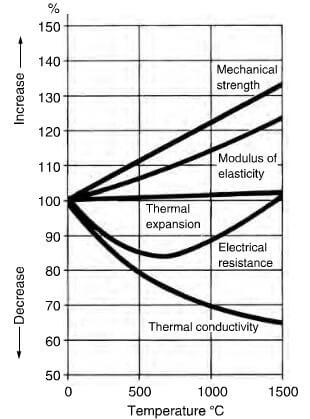
variation of physical characteristics of graphite with temperature.
higher temperatures, it is in effect annealed and, unlike other materials, the strength increases with rising temperature. Figure 2.22 shows how the flexural strength at room temperature is almost doubled when the temperature is increased to 2500C, while Figure 2.23 shows the effect of temperature on the other properties.
Generally, the smaller the diameter of the molded section, higher the mechanical properties. Consequently, it is important to select the correct diameter for an electrode, as otherwise the superior properties of the outermost section will be machined away.