Carbon-carbon composites formed from reinforced resins are processed by carbonizing carbon fiber-reinforced phenolics. The composite shows good bonding characteristics between the fibers and the resin matrix. Polarized light microscopy, combined with a retarder plate, rendered the phenolic matrix purple. The color of the phenolic matrix structure did not change with the rotation of the microscopic stage, thus indicating that the resin is optically isotropic. A carbon fiber reinforced phenolic resin of this type typically contains less than 3 percent macroporosity, and exhibits a density of about 1.5g/cm3.
Carbonization of resin matrix composites involves heating the material in an inert environment to a temperature of 1000C. During this heat treatment process, volatiles are emitted in the form of vapors and gases such as H2O, methane, and hydrogen. This process causes the resin to shrink in volume so that porosity of the composite increase to 30-40 percent, while the bulk density typically decreases to between 1.2g/cm3 to 1.4g/cm3, depending on fiber weave and volume fraction.
The resin contracts extensively on carbonization. Shrinkage has been so excessive that the resin has shrunk away from almost all the fibers present in this area. Interference colors indicated that most of the resin structure remained isotropic; however, in some regions of the intrabundle matrix, it was obvious that an anisotropic structure had developed. The development of this anisotropic structure was restricted to those areas where the distance between two fibers was very small, i.e., <2um.
An SEM micrograph of a graphitized pitch fiber/phenolic resin plus CVI matrix CC composite etched with atomic
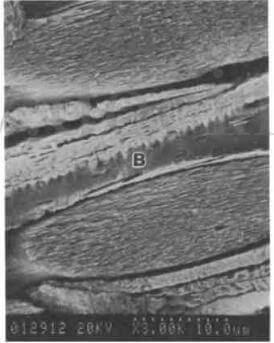
photomicrograph of pitch fiber-reinforced resinCVI composite etched with atomic oxygen
oxygen is shown in figure 20. Based on the orientation of the microcracks within the resin char, the matrix appears
highly oriented. The interface between the CVI and resin char is crenulated and can be expected to facilitate mechanical bonding through an interlocking mechanism. No evidence for a three-dimensional graphite structure existed within the resin char in this specimen, processed at relatively low graphitization can indeed occur when phenolic resin precursor CC’s are heated to very high temperatures.
In an attempt to increase the yield of resin matrix composites and to reduce shrinkage, the addition of fillers has been investigated. Figure 22 is an optical micrograph showing the structure of the as-molded composite, composed of rayon fibers and phenolic/carbon-black matrix. The matrix exhibits a granular appearance owing to the presence of the carbon black. In addition, filler rich (position C) and filler depleted (position D) regions exist, thus supporting the known observations of the difficulties associated with obtaining a uniform distribution of particles in filler containing resin matrices. The microcrack present at position E has propagated along individual fiber-matrix interfaces, indicating that the fiber-matrix bond is weak
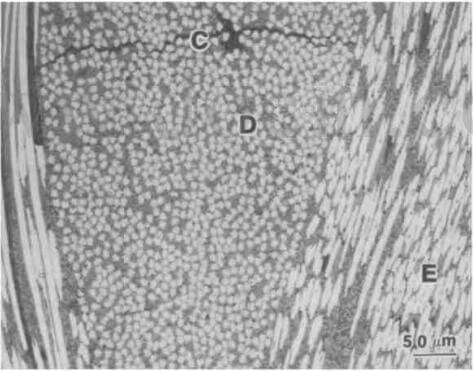
rayon fiber-reinforced resin with filler
er than the matrix strength. This fact is confirmed by the TEM study. These shrinkage cracks can extend across the total fiber bundle before stopping at the junction with neighboring fiber bundles of
different orientation. At this magnification, there appears to be little difference in bonding characteristics and level of macroporosity between doped and undoped resin matrix composites.
A TEM bright-field image of a phenolic resin matrix doped with carbon black is shown in figure 23. Resin platelets aligned parallel to the faceted carbon-black surfaces are shown at position D. This alignment suggests that the carbon-black particles “grow” (position G). The carbon-black particles not only restrict shrinkage of the resin but also act as nuclei for the development of preferred orientation during processing. In some areas, preferred orientation does not develop as illustrated at position II.
The microcracks present in the specimen shown in figure 23 occur between the basal planes of the oriented resin

bright-feild image of graphitized phenolic resin containing carbon-black particles
and are concentric to the center of the carbon-black particles. Such cracks are not observed in neat resin composite matrices. It should be noted that although the presence of carbon black inhibits the shrinkage of the matrix, it does not eliminate it. The matrix still shrinks away from the fiber surface during processing, although for much smaller distances.
The dark-field image of figure 24(b) indicates the continuity of the fiber-matrix interface and the position of the cracks along the CVI-resin interface. Also indicated in this micrograph are the highly aligned basal planes of the filler modified matrix regions. The diameter of these regions varies between 0.1 um and 0.5um. The selected area diffraction patterns indicate the highly oriented nature of the fiber, the isotropic nature of the CVI deposit, and the isotropic. It is interesting to note than an isotropic CVI layer bonds well either pitch or PAN-based fibers, whereas CVI deposits with a laminar microstructure do not. The higher magnification TEM micrograph indicates that the CVI-resin interfacial cracks can propagate along the interface. cfccarbon.com
In summary, the microstructural investigation of resin matrix composites indicates:
- The carbon produced from resin precursor materials is usually isotropic but can become highly oriented. However, the degree of preferred orientation generated depends on resin type and process conditions. Phenolic resins are more difficult to orient than furfural alcohols. Local regions of phenolic and furfural resins can become graphitic when heated to graphitization temperatures.
- Photomicrographs suggest that the bonding between resin char matrices and pitch-based fibers is relatively weak.
- Addition of carbon black to phenolic resin causes the preferred orientation to develop, concentric with the original carbon-black particles during processing.
- Microcracks are generated within the oriented resin char around the carbon-black particles that presumably contribute to the reduction of apparent shrinkage of the bulk resin.