The threshold of a change in weight loss curves, porosity, resumption of shrinkage, stabilization of specific electrical resistance, is completed in the temperature range △T≈200C with a nominal average value of 1500C. It is possible to confirm that 100C lower and a 100C higher than the nominal temperature is a qualitatively different state of carbon substance. Directive specifications predetermine temperature regime for a slow heating rate and introduction of isothermal r in industrial implementation of HTT.
The practice of manufacturing large thin-walled blanks of carbon composite has demonstrated the important value of HTT for retaining their geometric shape. As may be seen from figure last article, above 1500-1700C there is a marked reduction in mechanical strength. A reduction might be expected in resistance to blank shape change and development of component distortion. As is well known, carbon materials in the initial stage of the next period of structural rebuilding have irreversible shape changes and comply with an external load.
A clear picture of composite instability in this temperature range is the change in specimen shape with
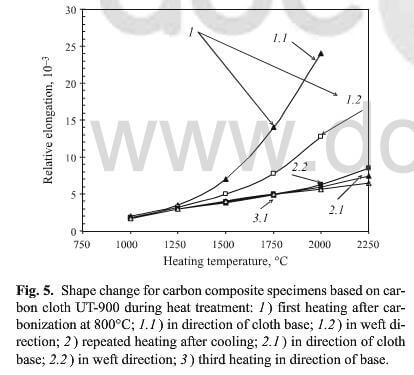
shape change for carbon composite specimens based on carbon cloth UT-900 during heat treatment.
determination of a certain average LTEC by a dilatometric method during heating above a previously achieved production treatment temperature. Deformation curves of previously carbonized material are presented in Fig.5. A composite was prepared on the basis of carbon cloth UT-900, which in turn was manufactured from carbon structural fibers grade UKM of polyacrylonitrile, having a limiting production treatment temperature below 1600C. Up to the heating temperature range [1250-(1500-50)]C a composite may be considered thermally stable. On heating above 1500C, specimen elongation increases sharply. The limiting temperature for polymer heating is ~2000C. Anisotropy of cloth textile structure and composite is reflected in anisotropy and shape change. With repeated heating to 2250C the thermal shock resistance of a composite increases, and some shape change may only be seen above the primary heating temperature. In the third heating stage there is shape change, and in all temperature ranges a constant LTEC is established, not depending in this case on the measurement direction. Structure formation processes have been completed.
Irreversible specimen material shape changes may lead to irreversible changes in shape and component
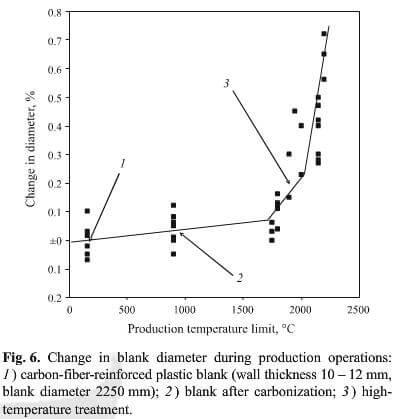
change in blank diameter during production operations
distortion. Shape changes are presented in Fig.6 for a conical blank. The change in blank diameter was calculated in percentage as the ratio of the difference in greatest and least diameters in cross section to the average size with a wall thickness of 10-12 mm and a nominal blank diameter in the measurement zone of ~2250 mm. With these sizes blanks are referred to as thin-walled, i.e., the ratio of thickness to diameter is less than 0.01, and their stiffness is relatively low.
Blanks of this production series in the stage of carbon-reinforced plastic production have been prepared by geodesic winding of sheet and tape of high-modulus polyacrylonitrile carbon fiber, followed by autoclave hardening. A multifiber scheme was used during winding for the purpose of providing the least shape change due to reciprocal interweaving of direct and reverse turns. In the concluding stage of carbon-reinforced plastic prepareation deviation from normal diameter has a mean statistical nature with a mathematical expectation of their average value around zero deviation from a nominal value. The average size of the diameter of carbon-reinforced plastic blanks almost equals the diameter of the metal mandrel, on which the blank was formed during winding and hardening in an autoclave. After completion of carbonization the average value observed of diameter deviation from the nominal value becomes positive. This means that the average diameter increases probably as a result of internal stress relaxation, accumulated during resin hardening. In the HTT stage the change in geometric shape of a blank increases markedly as there is an increase in maximum process temperature, starting from about the level of 1900C. The possible practical application of this component is determined by its purpose and design document tolerances.
As noted above, in the concluding stage of HTT (1800-2200C) there is reduction in the increase in porosity with relatively small weight loss and a resumption in shrinkage, particularly in the plane of a layer. In this temperature range there is also the next stage of a reduction in the absolute level of carbonized material strength. With an increase in treatment temperature above 2000C for materials based on both high and low modulus carbon threads the ultimate strength in bending is reduced by more than 30-35%.
In order to prevent irreversible blank shape changes it is desirable to set the maximum level of production treatment less than the measurement error. In order to increase production reliability to 0.997 it is desirable to introduce a limitation
T production ≤ (T start of shape change – 3σ),
whereσ is mean square deviation of local temperature from its mathematical expectation, i.e., the average nominal value.
From the results of executing production regimes presented in Fig.2 it is easy to find that for the first regimeσ=26.6C, and for the second 30.7C. In order to provide a treatment temperature not exceeding 1900C and thereby total exclusion of distortion it is necessary through the control sight glass to establish a temperature of 1810C (1900-3-30.7)
Conclusion
In carrying out high-temperature treatment for CCCM there are two temperature ranges for a stable state of the carbon substance: 1270-1450 and 1810-1900C.
In industrial execution of the production operation for high-temperature treatment in order to exclude inhomogeneity of structural transformations and blanks distortion throughout the volume of a charge a temperature is established through the control sight glass guaranteeing production reliability of a process of 0.997 (known as the 3σ rule)