High-temperature treatment concerns the temperature range for complete removal from a carbon composite of carbonizing matrix of the main volume of non-carbon atoms up to completion of formation of a 2D carbon crystal structure, within which however volumetric (3D) carbon crystallization is not initiated. Normally this is the temperature range from 1173 to ~2473K. Above ~2473 K there is graphitization, completing preparation of structural graphite, and mainly there is 3D crystallization.
Carbonization processes, high-temperature treatment, and then graphitization proceed under conditions of transient heating of the workspace of a furnace, or transient heating of a charge of product being treated. Therefore large blanks, whose size is commensurate with the dimensions of a furnace workspace, in individual areas simultaneously some individual parts at a certain time are in a different stage of physicochemical and structural transformations. Alternate regeneration of destruction of structural forms of a substance at a given temperature, recombination of newly forming structures, are accompanied by a change in physicomechanical properties, and relaxation of shrinkage processes of polymorphic transformations. As a result of this billet loses its prescribed geometric shape. For production from composite materials, whose restoration of geometric shape is impossible by machining, a key question of the technology becomes establishing the temperature and time limits for structural transformation in order to regenerate the subsequent behavior of a process after total completion of proceeding structure formation.
HTT was carried out under industrial conditions in electric furnaces of the SSHG type (special, shaft, high-temperature, graphite fittings and heating chamber). Conical blanks with a greatest diameter of 2250 and height of 100 mm were placed at six levels over the height of a furnace workspace. The overall height of the heaters from the hearth of the graphite stand to the upper marks of the graphite crosspieces, connecting heaters in pairs, is 3970 mm. Heat fluxes from the heaters and from the inner surface of a graphite screen, increasing from the current lead of heaters to the graphite screen, act on blanks being treated. The overall height of a charge to the upper section blanks being treated is 3870mm. The height of the stand is ~600mm. The height of each level of blanks arrangement is ~550mm. As a result of this not more than half of the height of the blanks is under direct radiation from graphite heaters. The rest of the height of blanks receives a heat flux from the inner surface of the outer covering blanks. Temperature monitoring by an optical method was carried through three sight glasses over the height and through two sight glasses located in one side at one height. Control of the process was carried out through one of the central sight glasses over the height.
The working furnace is a heating unit with low thermal inertia. With a working temperature limit of 2150-2200C the proportion of thermal energy expended in heating graphite equipment and mass of charge is markedly small compared with thermal energy losses, carried away by water cooling for the metal body of the furnace. The greatest heat loss is in the current leads and in the bottom, which due to the danger of a short circuit for current leads is not thermally insulated to an adequate extent. Calculated heat losses at a working temperature of ~2200C through the uncovered in the bottom may reach 450 kW/m2. The gas supply, placed in the bottom of the furnace, may carry off through the walls of the graphite cylinder up to 10kM, due to re-emission within the cylinder of up to 45 kW, and through the graphite support up to 20 kW. Evaluation was carried out for the known level of thermal conductivity of structural graphite grade GMZ, geometric parameters of components and assemblies, and the level of temperature in the workspace and the side bar surface. Each current lead may carry of from the furnace up to 32 kW due to the considerable exposure of the lower graphite crosspieces of the heaters from the working zone, and heaters are joined in pars. The side body of the furnace over the height gives off more than n 50% of the total energy consumed. Heat insulation of the side bar is made from lamp black packed in a mesh of graphite cloth. The furnace cover passes up to 20% of the thermal energy released from the furnace. In the furnace cover there considerable liberation through the graphite gas supply due heat release through the wall of the tube and radiation into the inner volume of the gas supply. The actual picture of the thermal condition in the workspace of a furnace leads to a nonuniform thermal condition of product being treated.
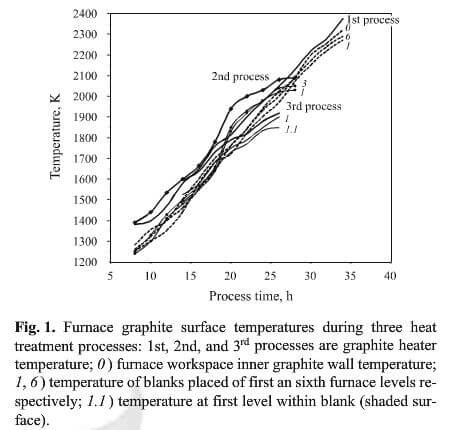
Furnace graphite surface temperatures during three heat treatment processes
Results are shown in Fig.1 for measurement of blank temperature on heating and isothermal soaking for three production operation regimes. As may be seen, in the field of relatively low temperature there is a marked delay in heater and blank heating temperature. In the temperature range above 1800K curves are equidistant and converge. As may be seen, the intensity of heat fluxes is proportional to T, K4, and it is so great that temperature control for a charge becomes effective. At the same time, there is a significantly lower level of temperature down a furnace and maximum level in the central part are retained, according to which there is some reduction in temperature in the upper cover. All of this indicates retention of a steady-state heat flux within the volume of a furnace and in the section of blanks being treated in this process. The difference in temperature for blanks at the outer surface is within the limits of 50C. Between the hot side of a blank and the inner side it is supplemented by up to 50C, which is considerably greater than the measurement error provided above.